 Торстен Агнезе1, Торстен Цех1, Верена Гайзелхарт2
Торстен Агнезе1, Торстен Цех1, Верена Гайзелхарт2
1 Eвропейская фармацевтическая прикладная лаборатория, PharmaSolutions, Людвигсхафен, BASF SE (Германия)
2 Отдел технической поддержки стран Европы, PharmaSolutions, BASF SE, Лампертхайм (Германия)
Ответственный автор: thorsten.cech@basf.com
Введение
В рецептуры для таблетирования зачастую необходимо добавлять сухие связующие вещества. В случае рецептур для прямого прессования указанные вспомогательные вещества позволяют достичь требуемой прочности таблеток. Для идеального сухого связующего характерны малый размер частиц (высокая площадь поверхности) и высокая пластичность [1]. Все упомянутые характеристики присущи полимеру коповидону (Kollidon® VA 64) [2].
Цель данного исследования заключалась в сравнении двух типов коповидона (Kollidon® V A 64 и Kollidon® VA 64 Fine), отличающихся по размеру частиц, и изучении их влияния на таблетируемость и прочность таблеток.
Материалы и методы
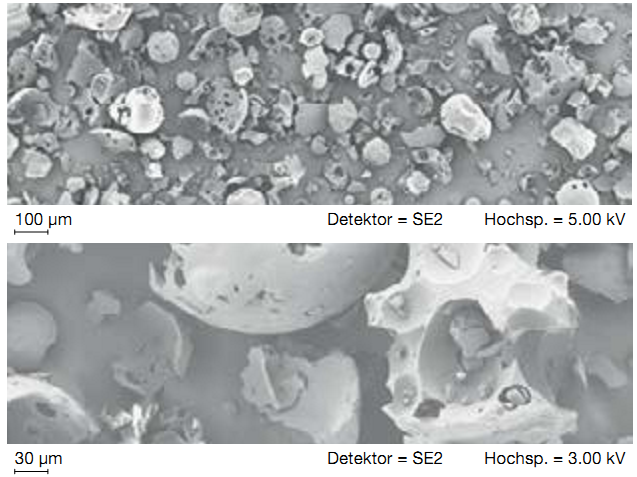
Исследование проводили на рецептуре для таблетирования, содержащей кофеин в качестве модельного активного фармацевтического ингредиента, кальция фосфат безводный двухосновный и магния стеарат (табл. 1). Два типа коповидона (сополимера винилпирролидона и винил-ацетата), Kollidon® VA 64 и Kollidon® VA 64 Fine (рис. 1, 2), значительно отличающихся друг от друга по размеру частиц (рис. 3), добавляли до достижения концентрации 1,5, 2,5 и 5,0% (табл. 2) в целях изучения их влияния на таблетируемость и прочность конечных таблеток.
Гранулометрический состав
Анализ распределения частиц по размерам (n = 3) проводили с помощью лазерного дифракционного анализатора Mastersizer 2000 (Malvern), оснащенного системой подачи образца Scirocco 2000. Установки для анализа размера были следующими: время измерения / снимки 5 / 5.000 с, время фона / снимки 5 / 5.000 с, давление воздуха для диспергирования 2,5 бар, метод расчета: Фраунгофер.
Истинная плотность
После вакуумной сушки (10 мбар) в течение 12 ч образцы в азотной атмосфере помещали в газовый пикнометр вместимостью около 10 см3 (Micromeriticy, AccuPyc 1340).
Истинную плотность гранул (n = 3) измеряли при температуре 23,0 °C ± 0,1 K и давлении заполнения 19,5 psig (фунт / кв. дюйм манометрических). Анализ останавливали при достижении 0,020 psig/мин [3]. Истинную плотность определяли для каждого компонента рецептуры (табл. 4).
Таблетирование
Все ингредиенты смесей для таблетирования просеивали через сито (w = 0,8 мм). Основные ингредиенты перемешивали в барабанном смесителе Turbula® T2C в течение 8 мин, после чего добавляли магния стеарат и перемешивали еще 2 мин. Прессование проводили на однопуансонном эксцентрическом прессе Korsch XP 1, оснащенном плоскоцилиндрическими пуансонами диаметром 10 мм. Усилия прессования составляли 5, 10, 15 и 20 кН (от 60 до 240 МПа) при скорости прессования 20 таблеток в 1 мин и средней массе таблеток 575 мг.
Образцы каждой рецептуры, полученные при каждом усилии прессования, проанализировали с точки зрения высоты, диаметра и прочности на раздавливание. Полученные результаты затем использовали для оценки свойств таблетирования путем построения следующих графиков [4 – 6]:
График уплотняемости, отображающий полученные значения прочности на растяжение таблеток (Н/мм2) в зависимости от давления прессования (МПа).
График прессуемости, отображающий извлеченную твердую фракцию таблеток (–) в зависимости от давления прессования (МПа).
График связуемости, отображающий полученные значения прочности на растяжение таблеток (Н/мм2) в зависимости от извлеченной твердой фракции (-).
Анализ таблеток (n = 20) проводили с помощью автоматического тестера (HT100, Sotax) с программным обеспечением q-doc 4,00.
Результаты и обсуждение
В настоящее время на множество таблеток наносят покрытие в барабанных коутерах. В связи с характерным для данного процесса механическим напряжением необходимая прочность таблеток обычно составляет 1,8 Н/мм2.