

Юлія Любунь, експертка з регуляторної відповідності, членкиня ISPE та PDA, компанія «Метод Фармацевтичний Інжиніринг»
Сьогодні асептичне виробництво перебуває на етапі нових змін. Технології, які раніше ми сприймали як поступові інновації, тепер стають ключовими для швидкого та безпечного виробництва. Експерти компанії «Метод Фармацевтичний Інжиніринг» вирішили поділитися своїми поглядами на трансформацію галузі в розрізі оцінки рішень ready-to-use (RTU), їхньої економічної доцільності та впливу на дотримання суворих регуляторних вимог. На їхню думку, асептика вступає в нову еру, де головними критеріями успіху стають швидкість, гнучкість та надійність процесів.
Виробництво стерильних лікарських засобів належить до найбільш критичних та технологічно складних напрямів фармацевтичної промисловості, оскільки безпосередньо пов'язане з безпекою пацієнта. Всі організаційні та технічні заходи — починаючи від кваліфікації та затвердження постачальників сировини та матеріалів і закінчуючи фінальними стадіями виробництва — повинні бути спрямовані на запобігання контамінації мікроорганізмами, частинками та ендотоксинами/пірогенами. Тип первинного пакування потрібно вибирати на етапі фармацевтичної розробки лікарського засобу, він має бути обґрунтованим та чітко відображеним у відповідних розділах реєстраційного досьє.
Виробництво стерильних лікарських засобів із дотриманням оновлених вимог Додатка 1 GMP EU спонукає виробників до впровадження посилених вимог щодо контролю контамінації (CCS), управління ризиками та забезпечення стерильності на кожному етапі виробництва. В цих умовах вибір підходів до підготовки первинного пакування та організації процесу наповнення набуває важливого значення для гарантування якості та безпеки готового лікарського засобу. Рішення, яким шляхом рухатись — обрати класичну підготовку первинного пакування або використовувати новітні підходи, а саме застосування RTU-технології, слід ухвалити ще на етапі концептуального проєктування майбутньої виробничої дільниці.
Класична підготовка первинного пакування
-
Процеси: миття та ополіскування (WFI), стерилізація/депірогенізація.
-
Інфраструктура: потребує значних площ для встановлення машини для миття та стерилізаційного тунелю.
-
Необхідно виконати комплекс робіт з кваліфікації/валідації.
-
Високий ризик втручань з боку персоналу через необхідність обслуговування обладнання.
-
Велике енергоспоживання.
RTU-технологія
-
Процеси: контейнери для первинного пакування надходять стерильними у багатошаровому пакуванні в нестах.
-
Інфраструктура: компактні лінії для наповнення, відсутність потреби в застосуванні енергоємного обладнання.
-
Основну увагу варто приділити асептичній передачі нестів із контейнерами в зону класу А для наповнення.
-
Ризик втручань мінімізований, оскільки підходить для ізоляторних технологій (RABS) та роботизованих ліній.
-
Особливу увагу важливо приділити вибору і кваліфікації постачальника/виробника готових до використання контейнерів.
-
Важливою є наявність Угоди щодо якості (Quality Agreement) з компанією — виробником RTU-контейнерів.
Потрібно пам'ятати, що будь-яке ухвалене технічне рішення не повинно негативно впливати на якість готового продукту. Крім того, воно має відповідати регуляторним вимогам, особливо Належної виробничої практики, щодо стерильного виробництва.
Обираючи RTU-технологію, профіль ризиків значно змінюється порівняно з таким за використання класичної технології підготовки первинного пакування. Наприклад, згідно з Додатком 1 GMP EU переміщення матеріалів, обладнання та компонентів усередині зони класу А або В потрібно здійснювати як односпрямований процес. За можливості предмети слід стерилізувати і передавати в ці зони через двосторонні стерилізатори, вбудовані в стіну. Відповідно, якщо виробник вирішує використовувати RTU-контейнери, тоді підприємству необхідно забезпечити асептичну передачу стерильних контейнерів у зону класу А для зниження ризику контамінації — і саме постачальник повинен забезпечити багатошарове пакування, а під час його передачі передбачити наявність VHP-шлюзів. Але, окрім асептичної передачі первинного пакування для наповнення, існує низка інших специфічних ризиків, які потрібно брати до уваги, вибираючи RTU-технологію.
Особливе значення має кваліфікація постачальника / виробника готових до використання контейнерів. У рамках процедури затвердження компанії — постачальника RTU-контейнерів надважливим є проведення аудиту якості / технічного аудиту та забезпечення контролю ланцюжка постачання. При цьому варто взяти до уваги негативні фактори впливу на вторинне пакування, врахувати ймовірні ризики його пошкодження під час транспортування або у разі неналежного зберігання в неконтрольованих умовах, оскільки буд

Машина для наповнення/закупорювання RTU-флаконів виробництва компанії Dara Pharma
ь-яке порушення герметичності упаковки під час транспортування ставить під загрозу втрату стерильності всього вмісту.
Важливо узгодити з постачальником/виробником багатошаровість пакування нестів зі стерильними контейнерами відповідно до процедури передачі через класи С і В у зону класу А.
Отже, всі технічні та організаційні рішення повинні бути обґрунтовані з огляду на мінімізацію ризику негативного впливу на якість кінцевого продукту та дотримання регуляторної відповідності.
Сьогодні RTU-технологія стає ключовим елементом сучасного стерильного виробництва і спрямована на мінімізацію ризиків, скорочення часу запуску та оптимізацію використання ресурсів. Водночас її ефективне впровадження потребує професійного підходу: правильного планування, оцінки економічних показників та управління ризиками відповідно до сучасних регуляторних вимог. Саме експертна підтримка допомагає ухвалити оптимальні рішення та реалізувати потенціал RTU на практиці.

Ростислав Маляр, технічний експерт, директор компанії «Метод Фармацевтичний Інжиніринг»
В історії промисловості існують моменти, коли технологія, відома десятиліттями, раптово виходить «з тіні» і стає рушійною силою справжньої технологічної революції. Це відбувається тоді, коли економічна доцільність, відповідність сучасним регуляторним вимогам та технологічна зрілість сходяться в одній точці. Давайте хоча б згадаємо такі технології, як електромобілі в автопромі чи сонячні панелі в енергетиці. Чи можна вважати, що подібний процес відбувається у фармацевтичній галузі асептичного пакування? Чи не настав час тотального переходу від традиційної обробки тари bulk до впровадження концепції RTU?
Давайте поміркуємо.
Для розуміння порядку цифр порівняємо вартість двох видів первинного пакування (за умовну одиницю взято ціну RTU-флакона європейського виробництва), представлену в табл. 1. Як бачимо, пряма вартість RTU-флакона може бути в 4-5, а інколи і в 10 разів вищою за таку bulk-флакона. Тим не менш більшість виробників RTU-контейнерів часто аргументують перевагу використання їхньої тари, посилаючись на перспективу зменшення показників інвестиційних (CAPEX) та операційних витрат (OPEX) виробником лікарських засобів завдяки виключенню з технологічного ланцюжка обладнання етапу підготовки bulk-тари. 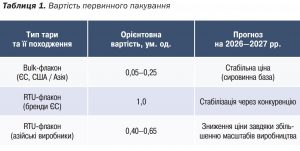
І вони мають рацію. Дійсно, для досягнення об'єктивності потрібно проаналізувати вартість того самого флакона безпосередньо в зоні наповнення. За нашими розрахунками (табл. 2), вартість RTU-флакона (Азія) буде співставною з такою bulk-флакона в зоні наповнення тільки для серій менше 5000 одиниць. Для серій більшого розміру перевага поки що залишається на боці bulk-флакона.
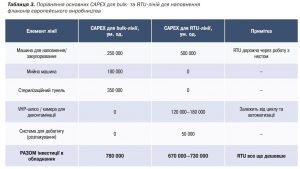
Чому так відбувається, пояснення є, хоча і здається, що CAPEX зменшились через вибуття з технологічного ланцюжка мийної машини та депірогенізаційного тунелю, а також зменшення потужності системи WFI. Але при цьому значно зростає вартість машини для наповнення із системою відкриття та транспортування нестів у зону наповнення і системою VHP для їхньої деконтамінації (табл. 3). Величина OPEX, перекладена на вартість кожного флакона, буде тільки зменшуватись за збільшення об'єму серій понад 5000 одиниць.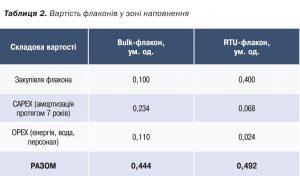
Тоді в чому полягає перевага систем із використанням RTU-технології? Звісно, основною перевагою є час запуску виробництва: за RTU-технології він буде швидшим приблизно на пів року, ніж у разі класичного виробництва на базі bulk-контейнера. Також до переваг слід віднести зменшення обсягу виробничих площ і кількості обладнання та, як наслідок, зниження інвестиційного порогу та часу на повернення інвестицій. Для ведення бізнесу ці фактори є досить вагомими, а як показала пандемія COVID-19, коли час коштував надзвичайно дорого, можливо, і основними.
Вибір технології — це завжди баланс між інженерною досконалістю та економічною доцільністю. Саме тут виникає потреба у глибокій фаховій експертизі. Мало просто купити лінію — потрібно правильно розрахувати точку окупності саме для вашого продуктового портфеля.
Професійна інжинірингова підтримка дає змогу не тільки підготувати оптимальні технологічні чи планувальні рішення відповідно до сучасних регуляторних вимог, а й провести детальний аудит собівартості продукції, в тому числі і вартості первинного пакування в зоні наповнення. Це дозволить
замовнику обрати оптимальні рішення, які дадуть технології можливість «працювати» з максимальною віддачею, уникаючи надлишкових інвестицій та експлуатаційних витрат.
 Вул. Грушевського, 21, м. Бровари, 07400, Україна Тел.: +38 (067) 561-28-89
Вул. Грушевського, 21, м. Бровари, 07400, Україна Тел.: +38 (067) 561-28-89


