
Цель
Путем представления основных характеристик пеллет, технологии производства и анализа потенциальных проблем, связанных с различными типами пеллет, доказать, что таблетированная форма лекарственного средства, в состав которого входят пеллеты, является продуктом более высокой технической сложности.
Предисловие
Пероральные препараты в различных вариациях и исполнениях – важная составляющая фармацевтического рынка. Условно их можно разделить на две большие группы: цельный, единичный продукт и продукт, в который входит ряд единичных функциональных компонентов, образующих многокомпонентную систему. К такой многокомпонентной системе принадлежат таблетированные пеллеты – Multiple-UnitPellet System (MUPS), или же многокомпонентная система пеллет. Данная форма лекарственного средства имеет множество преимуществ:
• Равномерно распределяется в пищеварительном тракте.
• Улучшает биодоступность препарата.
• Уменьшает выраженность побочных реакций.
• Недостатки при производстве отдельных гранул практически не влияют на общий терапевтический эффект.
• Опорожнение желудка оказывает меньшее воздействие, что снижает влияние индивидуальных различий, обусловленных приемом пищи.
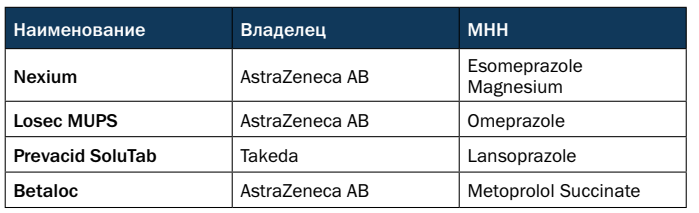
С учетом вышеупомянутых преимуществ на рынок выходит все больше и больше MUPS-продуктов. Учитывая сложности их производства, в большинстве случаев MUPS выпускают в форме капсул. Таблетированные формы являются менее популярными и сегодня на рынке представлены:
В статье на практическом примере рассмотрена технология прессования пеллет в разрезе основных этапов: типы ядер гранул и их приготовление, технология нанесения покрытия на гранулы, технология прессования гранул.
Основная часть
1. Представление технологии производства пеллет
1.1. Технология экструзионной сферонизации. Экструзионная сферонизация – довольно распространенная технология производства пеллет. Ее преимуществами являются большая разовая загрузка субстанций и высокая эффективность производства, однако данной технологии присущи и недостатки:
• Большое количество этапов: влажное гранулирование, экструзия полос, разрезание на мелкие сегменты, сферонизация, сушка,
просеивание, нанесение покрытия.
• Плохая повторяемость.
• Низкая доходность.
• Неправильная форма пеллет.
• Высокая температура, что исключает возможность использования для термолабильных субстанций.
Примером продукта, изготавливаемого путем экструзионной сферонизации, является Losec – энтеросолюбильные капсулы омепразола.
1.2. Загрузка субстанции по технологии пустых гранул (технология нанесения покрытия в псевдоожиженном слое). Технология загрузки (нанесения) АФИ на пустые ядра-гранулы также является распространенной техникой для производства пеллет. Ее основные характеристики:
• Простое производственное оборудование – достаточно одного гранулятора с псевдоожиженным слоем.
• Удобство для производства различных пеллет с разной скоростью высвобождения.
• Хорошая воспроизводимость.
• Наличие многих типов и размеров пустых ядер.
Данная технология является, пожалуй, самой популярной на сегодня, так как процесс хорошо воспроизводим и соответственно возникает гораздо меньше проблем в отношении контроля качества конечного продукта. Однако у этой технологии также есть некоторые недостатки, такие как относительно небольшая загрузка сырья и длительный технологический цикл.
2. Потенциальные проблемы, возникающие при производстве пеллет
2.1. Проблемы, связанные с составляющими продукта. Зачастую проблемы при производстве пеллет заключаются либо в выборе ядра пеллеты, либо в особенностях самой субстанции.
2.1.1. Ядро пеллеты. Основные моменты:
• Чем больше размер частиц, тем ниже риск негативного влияния статического электричества и адгезии, а также более плавный ход процесса.
• Чем больше размер частиц, тем меньше удельная поверхность и меньше требуется материала покрытия.
• Чем уже гранулометрический состав, тем лучше однородность и воспроизводимость покрытия.
2.1.2. АФИ. Микронизированные субстанции (менее 10 мк) либо же субстанции с большим размером частиц могут сделать поверхность пеллет шероховатой, что будет негативно влиять на последующее покрытие для обеспечения модифицированного высвобождения.
2.2. Проблемы, связанные с оборудованием. Из-за длительного производственного цикла к оборудованию предъявляются чрезвычайно высокие требования, в основном в следующих аспектах:
• Точная система контроля влажности: осушение и увлажнение.
• Стабильность при длительной эксплуатации: например, возможность поддерживать бесперебойный расход подаваемой жидкости.
• Взрывобезопасность: в состав большинства покрытий входят органические растворители.
• Колебание параметров оборудования должно быть минимальным.
2.3. Часто задаваемые вопросы и популярные решения.
2.3.1. Что делать при наличии электростатики или адгезии? Предлагаемое решение:
• Адаптировать к покрытию систему(ы) органических растворителей.
• Повысить контроль влажности приточного воздуха, подобрав оптимальные показатели.
• Уменьшить процент нерастворимых частиц жидкого покрытия.
• Добавить лубрикант.
2.3.2. Засорение пистолета-распылителя.
• Перед использованием отфильтровать материалы через сито с 80 меш.
• Использовать сопло большего размера.
• Хорошо очистить распылительные трубки до перехода на другую смесь после завершения использования текущего раствора.
2.3.3. Плохая флюидизация:
• Заменить нижнюю пластину распределения воздуха.
• При наличии адгезии материала уменьшить скорость распыления.
• Недостаточный объем воздуха или засорение рукавного фильтра.
2.3.4. Значительные вариации от партии к партии (недостаточная воспроизводимость производственного цикла):
• Большая разница в размере частиц AФИ или пустого ядра гранул.
• Разница в составах материалов для покрытия.
• Нестабильное состояние процесса распыления или пульсирующее распыление.
3. Проблемы процесса таблетирования пеллет с покрытием
3.1. Рекомендации в отношении таблетирования неактивных ингредиентов. Основное внимание следует уделить равномерности смешивания с пеллетами и уменьшению их повреждения, поэтому неактивные ингредиенты должны обладать такими свойствами:
• Хорошая сыпучесть.
• Правильный размер частиц, низкий риск расслоения после смешивания с пеллетами.
• Отличная сжимаемость.
• Отсутствие влияния на высвобождение пеллет после прессования.
Самыми распостраненными наполнителями являются микрокристаллическая целлюлоза, низкозамещенная гидроксипропилцеллюлоза, а дезинтеграторами – кросповидон и натрия кроскармеллоза.
3.2. Проблемы и решения при сжатии таблеток. Поскольку свойства пеллет и наполнителей для таблетирования различаются, повторное наслоение материалов и разрушение гранул являются проблемами, которые требуют особого внимания в процессе таблетирования. Чтобы снизить или избежать этого риска, важно оптимизировать и улучшить следующие аспекты:
3.2.1. Стратегии улучшения однородности:
• Использовать буферные материалы с высокой пористостью.
• Уменьшать высоту падения материалов.
• Поддерживать стабильное количество материалов в бункере для таблетирования.
• После смешивания переходить к этапам процесса таблетирования.
• Избегать избыточной вибрации в процессе таблетирования.
3.2.2. Стратегии уменьшения повреждения пеллет:
• Уменьшить размер пеллет.
• Увеличить долю буферных ингредиентов.
• Заложить защитный слой пеллет.
• Полировать трубки для транспортировки материалов и поверхностей контейнеров, а также гребные колеса питателя (или использовать неметаллические гребные колеса).
• Нанести покрытие после процесса таблетирования.
4. Тематическое исследование (конкретный пример)
В исследовании в качестве примера использованы таблетки эзомепразола с энтеросолюбильным покрытием, чтобы проиллюстрировать исследовательские идеи и технические нюансы продуктов в форме прессованных пеллет.
4.1. Референтный препарат: Бренд: Нексиум (Nexium).
Физические характеристики: розовая, продолговатая, двояковыпуклая таблетка, покрытая пленочной оболочкой, с гравировкой 40 мг на одной стороне и «A E1» – на другой.
Масса таблетки: 603 мг.
Размер пеллет: 0,45 – 0,50 мм.
Список вспомогательных веществ: глицерина моностеарат 40 – 55, гипролоза, гипромеллоза, железа оксид, магния стеарат, этилакрилатный сополимер метакриловой кислоты (1:1) с дисперсией 30%, микрокристаллическая целлюлоза, синтетический парафин, макрогол, полисорбат 80, кросповидон, натрия стеарилфумарат, сахарные шарики, тальк, триэтилцитрат титана
диоксида.
4.2. Дизайн непатентованного лекарственного препарата.
4.2.1. Разработка рецептуры пеллет:
• Выбор ядра пеллет: сахарное ядро размером 0,250 – 0,355 мм (45 – 60 меш).
• Ламинированная загрузка лекарственного средства: с использованием вязких материалов для покрытия, в основном гидроксипропилметилцеллюлозы (Opadry).
• Изоляционный слой: материал покрытия, в основном гидроксипропилцеллюлоза (Opadry).
• Защитный слой с использованием энтеросолюбильного покрытия Eudragit L30D-55.
4.2.2. Дизайн таблеточного состава.
4.3. Содержание исследования.
4.3.1. Исследование слоя загрузки лекарственного средства.
Основные цели исследования – изучить влияние соотношения АФИ и материала покрытия, а также определить содержание твердых веществ в различных смесях для покрытия на выход материала: Чем выше соотношение субстанции к материалу покрытия, тем больше коэффициент использования АФИ и меньше адгезионных материалов; чем выше содержание твердых веществ, тем ниже коэффициент использования АФИ.

