Торстен Агнезе, Флориан Банг, Торстен Цех - Европейская фармацевтическая прикладная лаборатория BASF SE (Людвигсхафен, Германия).
Торстен Агнезе, Флориан Банг, Торстен Цех - Европейская фармацевтическая прикладная лаборатория BASF SE (Людвигсхафен, Германия).
Верена Гайзелхарт - Отдел технической поддержки стран Европы, Pharma Solutions, BASF SE (Лампертхайм, Германия).
Ответственный автор: thorsten.cech@basf.com
Введение
Прессование представляет собой общий процесс уплотнения порошковых смесей для получения компактного материала. На стадии уплотнения определенное давление прессования снижает пористость порошка и приводит к образованию межчастичных связей, главным образом вследствие перераспределения частиц, пластической деформации и фрагментации. В отличие от процесса сухой грануляции (например, брикетирования или роликового компактирования), с помощью которого производятся агломераты неопределенной индивидуальной формы, процесс таблетирования направлен на компактирование порошковых смесей с получением тела конкретной формы. Применение формирующих элементов (пуансонов и матриц) при прессовании позволяет непосредственно получить твердые тела определенной формы (таблетки или каплеты).
В процессе прессования уплотнение хрупких материалов происходит преимущественно путем фрагментации, в то время как пластические материалы деформируются путем пластического течения. Данная деформация порошкообразных смесей часто является зависимой от времени [1]. Временная зависимость возникает в результате релаксации напряжения после прессования материалов, претерпевающих преимущественно пластическую деформацию. Пластичность определяет степень деформации твердого материала, которая предшествует его разрушению.
Во время разработки фармацевтического состава таблетирования необходимо глубокое понимание характеристик прессуемости порошковой смеси для оптимизации состава препарата с точки зрения устойчивости процесса и надежности характеристик высвобождения лекарственного вещества [2]. Как правило, для исследования свойств порошковой смеси, прессуемой в таблетки, применяются графики уплотняемости (таблетируемости). Однако зависимость прочности на растяжение полученных таблеток от давления прессования (представленная на графике) является лишь косвенной, в результате чего с ее помощью невозможно объяснить причину возникновения определенных явлений (как, например, сверхпрессование или чрезмерное смазывание).
Цель данного исследования – разъяснить возможные методики, используемые для изучения свойств таблетирования порошковой смеси.
Материалы и методы
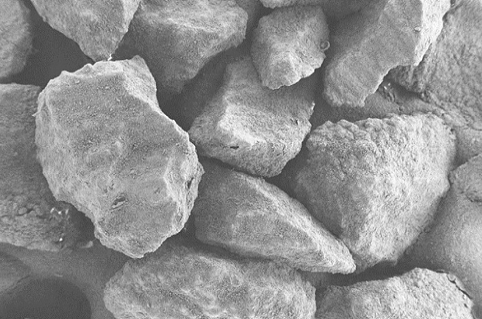
В качестве модельного активного фармацевтического ингредиента (АФИ) использовали кофеин в гранулах 0,2 – 0,5 (BASF). Наряду с АФИ в состав препарата входили также такие компоненты как агломерированная лактоза (Ludipress® LCE, BASF) в качестве наполнителя, коповидон (Kollidon® VA 64 Fine) как сухое связующее и магния стеарат (Baerlocher) как смазывающее вещество (таблица).
Таблетирование
Прессование выполняли на однопуансонном таблеточном прессе XP 1 (Korsch) с использованием плоских фасеточных пуансонов диаметром 12 мм. Установленные и точно регистрируемые силы прессования составляли около 5,0, 7,5, 10,0, 12,5 и 15 кН (соответствующие давлению прессования от 40 до 133 МПа). Тестирование проводили при скорости таблетирования 20 таблеток в 1 мин. Все 20 таблеток анализировали с помощью автоматического тестера (HT100, Sotax).
Истинная плотность
После вакуумной сушки (10 мбар) в течение приблизительно 12 ч образцы в азотной атмосфере помещали в газовый пикнометр вместимостью около 10 см3 (Micromeriticy, Accu Pyc 1340). Истинную плотность гранул (n = 3) измеряли при температуре 23 °C ± 0,1 K и давлении заполнения 19,5 psig (фунт / кв. дюйм, манометрических). Анализ был остановлен при достижении показателя 0,020 psig / мин [3].
Оценка данных
При разработке состава и процесса таблетирования необходимо тщательно изучить характеристики таблетирования порошковых смесей. Графики уплотняемости – идеальный инструмент для данного исследования, однако предпосылкой для получения результатов, не зависящих от размера и формы таблеток, является нормирование значений осей. Таким образом, следует преобразовать силу прессования в давление прессования (уравнение 1) и раздавливающее усилие – в прочность на растяжение (уравнение 2) [4].
Однако необходимо учитывать, что зависимость, отображаемая на графике уплотняемости, является косвенной (рис. 1). С ее помощью невозможно объяснить основополагающие причины явных отличий между рецептурами или производственными процессами. По этой причине для надлежащего описания свойств таблетирования порошковой смеси помимо уплотняемости нужно проанализировать прессуемость и способность к соединению. Для этого необходимы три диаграммы: график уплотняемости (рис. 2), график прессуемости (рис. 3) и график способности к соединению (рис. 5).
Для понимания и характеристики процесса компактирования очень важными являются взаимоотношение между давлением прессования (уравнение 1), прочностью на растяжение (уравнение 2) и извлеченной твердой фракцией (уравнение 3), или пористостью (уравнение 4). Значение извлеченной твердой фракции является непосредственным результатом применяемого давления прессования. Аналогично этому прочность на растяжение напрямую зависит от извлеченной твердой фракции. Взаимосвязь между давлением прессования и результирующей прочностью на растяжение носит более косвенный характер.